
2025-10-28
Если честно, до сих пор встречаю технологов, которые путают принцип работы гидродинамических муфт с частотными преобразователями. Вроде бы разница очевидна — там момент передаётся через магнитное поле, а здесь через жидкость, но на практике… Ладно, не буду углубляться в базовые вещи. Просто отмечу, что главное преимущество гидромуфт — это плавность хода при запуске тяжелого оборудования. Хотя и тут есть нюансы, о которых редко пишут в каталогах.
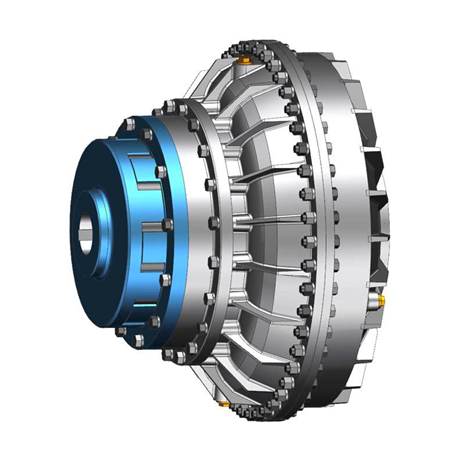
Работая с продукцией Dalian Mairuisheng Transmission Machinery Equipment Co., Ltd., обратил внимание на любопытный момент в их гидродинамических муфтах. В отличие от многих аналогов, у них сделаны дополнительные каналы подвода рабочей жидкости к лопастям. Казалось бы мелочь, но на деле это снижает кавитацию при резком изменении оборотов. На одном из цементных заводов под Казанью такие муфты отработали без замены масла почти два года — для оборудования с циклической нагрузкой это неплохой показатель.
Кстати, про масло — отдельная история. Как-то пришлось экстренно менять жидкость на минералку из-за срочного пуска. Муфта работала, но КПД упал процентов на 15. Потом уже разбирались — оказалось, вязкость не та. Теперь всегда требую от клиентов указывать условия эксплуатации при заказе. На сайте www.mrscoupling.ru есть неплохая таблица по совместимости масел, но её часто игнорируют.
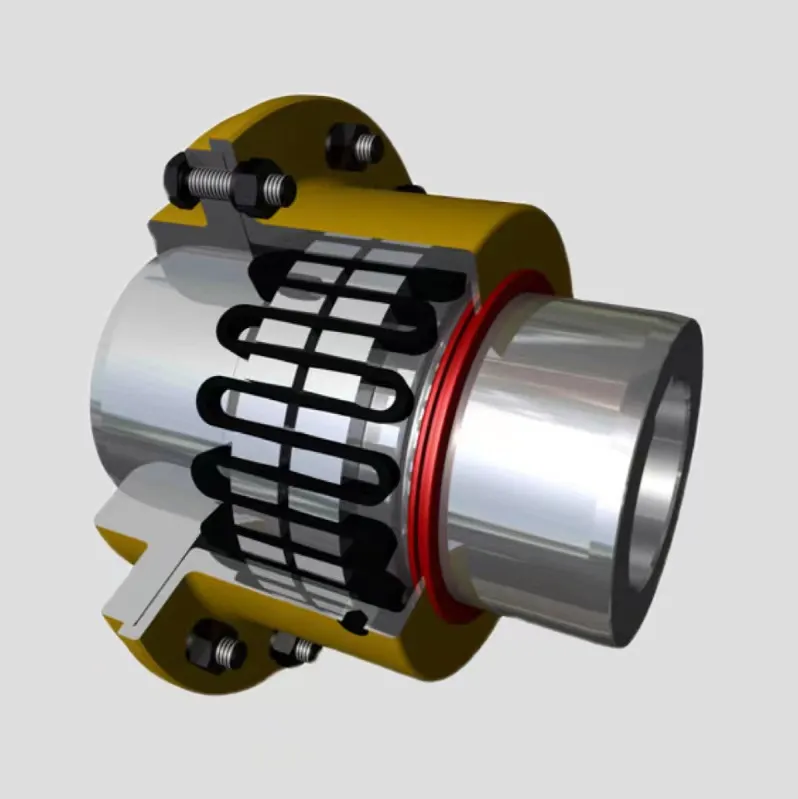
Ещё из практики: конструкция уплотнений. Сталкивался с ситуацией, когда при работе в запылённом цехе сальники начинали плакать уже через три месяца. После консультаций с инженерами Mairuisheng подобрали вариант с лабиринтными уплотнениями — проблема ушла. Хотя пришлось повозиться с подгонкой посадочных мест.
Расскажу про случай на обогатительной фабрике в Кемерово. Ставили гидродинамические муфты с регулируемой скоростью на конвейеры длиной около 200 метров. При пуске возникали рывки, хотя по паспорту всё должно было быть плавно. Оказалось, проблема в нелинейной характеристике регулирующего клапана — при малых углах открытия поток жидкости был неравномерным. Пришлось дорабатывать систему управления, устанавливать дополнительный дроссель.
Интересный момент обнаружили при диагностике — при длительной работе на пониженных оборотах в масле появлялась эмульсия. Сначала грешили на качество жидкости, но потом выяснили — конденсат образовывался из-за перепада температур между ротором и статором. Решили установить дополнительные термодатчики и менять режим продувки.
Кстати, про температурный режим — многие недооценивают важность охлаждения. Как-то пришлось экстренно останавливать линию из-за перегрева муфты. Выяснилось, что техперсонал забыл очистить рёбра охладителя после ремонтных работ. Теперь всегда включаю в инструкцию отдельным пунктом контроль загрязнённости теплообменников.
Если сравнивать с частотными преобразователями, то гидродинамические муфты выигрывают в цене при мощностях от 200 кВт. Но есть нюанс — КПД при частичной загрузке падает заметнее. Насосная станция в Волгограде — характерный пример. Сначала поставили гидромуфты, но при сезонном снижении нагрузки расход электроэнергии оказался выше расчётного. Пришлось комбинировать — где-то оставили муфты, где-то перешли на преобразователи.
Сейчас Dalian Mairuisheng предлагают интересные гибридные решения. Смотрел их последние разработки — там совмещают гидродинамический принцип с электронным управлением. В теории это должно дать лучшее быстродействие, но на практике ещё не тестировал. Говорят, на одном из металлургических комбинатов уже пробуют.
Заметил тенденцию — многие стали экономить на системах контроля уровня масла. Казалось бы, мелочь, но при недостатке жидкости начинается перегrotor и деформация лопаток. Один раз видел, как из-за такой экономии пришлось менять всю муфту — ремонт оказался дороже датчиков в десять раз.
Самая распространённая ошибка — несоосность валов. Даже при незначительном смещении вибрация съедает ресурс подшипников за полгода. Как-то пришлось разбираться с преждевременным выходом из строя муфты на дробильном оборудовании. Оказалось, монтажники использовали устаревшие методы центровки — по щупам, без лазерного оборудования. После перецентровки по всем правилам оборудование работает уже третий год без нареканий.
Ещё важный момент — балансировка. Некоторые считают, что заводской балансировки достаточно. Но при сборке на месте часто возникает дисбаланс из-за деформации патрубков или неправильной затяжки крепежа. Особенно критично для быстроходных муфт — выше 1500 об/мин.
Запомнился случай на монтаже в нефтехимическом комплексе — при сборке забыли проверить зазоры в подшипниковых узлах. В результате при тепловом расширении возникло заклинивание. Хорошо, что сработала защита по температуре. Теперь всегда требую контрольные замеры после прогрева оборудования.
Если говорить о развитии гидродинамических муфт с регулируемой скоростью, то главное направление — улучшение систем управления. Современные контроллеры позволяют точнее поддерживать момент, но есть ограничения по быстродействию. Для оборудования с ударными нагрузками (например, дробилки) это критично.
Интересное решение видел в новых моделях от Mairuisheng — там используется комбинированное заполнение рабочей полости. При резком увеличении нагрузки дополнительно подаётся жидкость из запаcnой камеры. На испытаниях это позволило снизить проскальзывание на 7-8%.
Но есть и принципиальные ограничения. Например, для точного позиционирования гидромуфты не подходят — всё-таки есть проскальзывание. Также не стоит их применять там, где требуется рекуперация энергии — КПД при торможении оставляет желать лучшего.
В целом, технология ещё не исчерпала себя, особенно для мощных приводов. Главное — правильный подбор под конкретные условия. Кстати, на сайте www.mrscoupling.ru сейчас появился неплохой подборщик — можно ввести параметры и получить рекомендации по моделям. Правда, для сложных случаев всё равно лучше консультироваться с инженерами.