
2025-12-28
Вот когда слышишь ?гидродинамическая муфта с тормозом?, многие сразу думают про плавный пуск. Да, это база, но если копнуть глубже — это, по сути, инструмент для управления кинетической энергией, причем довольно грубый, но надежный. Частая ошибка — рассматривать ее изолированно, как черный ящик между двигателем и редуктором. На деле, ее поведение и срок службы на 70% определяются обвязкой и настройкой под конкретный привод. Сам работал с этим на тяжелых ленточных конвейерах и дробилках, и скажу — если просто поставить ?по паспорту?, можно нарваться на проблемы, которых в теории нет.
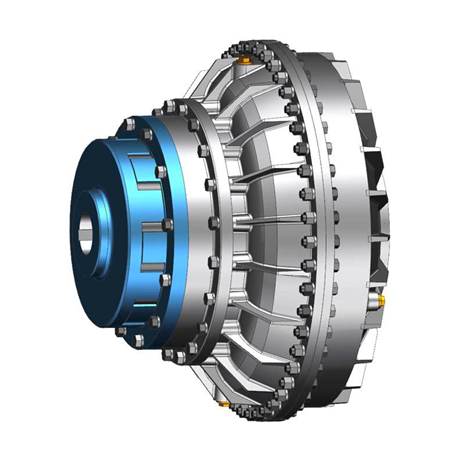
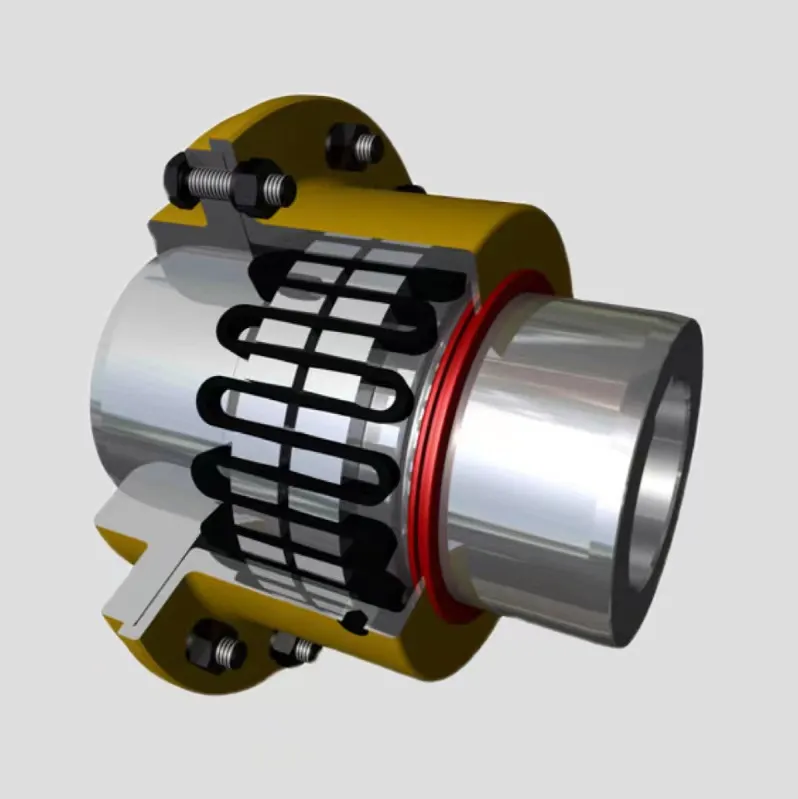
Конструктивно, это та же классическая гидродинамическая муфта, но с добавленной тормозной системой, часто ленточной или колодочной, интегрированной в корпус ротора. Казалось бы, ничего сложного. Основная фишка в том, что тормоз работает не на остановку выходного вала при работающем двигателе (это было бы убийственно), а на быстрое гашение энергии вращения ведомой части уже после отключения привода. Особенно критично для инерционных нагрузок.
Вот тут первый нюанс — теплоотвод. При торможении вся кинетическая энергия инерционной массы оборудования (тот же длинный конвейер с грузом) превращается в тепло в рабочей жидкости муфты и в самом тормозе. Если циклы частые, стандартного кожуха-вентилятора может не хватить. Видел случай на ковшовом элеваторе: муфта встала колом после месяца работы именно из-за перегрева и деформации тормозной ленты. Пришлось дорабатывать систему внешнего охлаждения.
Второй момент — выбор рабочей жидкости. Не любой индустриалкой можно заливать. Вязкость напрямую влияет на моментную характеристику и, что важно, на скорость срабатывания тормоза. Производители обычно дают рекомендации, но на практике, при низких температурах в цеху, слишком густое масло сводит на нет все преимущества плавного пуска. Приходится подбирать экспериментально, иногда и синтетику использовать.
Основная ниша — механизмы с высокой инерцией и необходимостью контролируемого останова или удержания. Классика: мощные ленточные и цепные конвейеры, особенно наклонные. Без такого узла при отключении двигателя лента под весом груза может пойти в обратку, что чревато завалом и просто опасно. Тормоз здесь страхует.
Дробилки и мельницы — тоже частые кандидаты. Там инерция маховиков огромна. Гидромуфта сглаживает ударные нагрузки при пуске для двигателя и сети, а встроенный тормоз позволяет быстрее остановить ротор для обслуживания или очистки камеры. Но здесь важно согласовать момент срабатывания тормоза с механикой — чтобы не создать критическое напряжение в валах.
А вот для вентиляторов или насосов с небольшой инерцией — это часто overengineering. Обычной гидромуфты с регулируемым заполнением хватает за глаза. Добавление тормоза лишь усложняет конструкцию, добавляет точку отказа и повышает цену. Многие заказчики просят ?с запасом?, но тут нужно аргументированно отговаривать — лишний узел, который будет простаивать, но требовать обслуживания.
Самая распространенная ошибка — неправильная центровка. Казалось бы, прописная истина. Но с муфтами, имеющими тормозной барабан, это еще критичнее. Несоосность в пару десятых миллиметра приводит не только к вибрациям, но и к неравномерному износу тормозных колодок, их перегреву с одной стороны и потере эффективности. Выставлять нужно по месту, с индикатором, и после фиксации всех креплений проверять снова.
Электрическая часть. Тормоз часто управляется через отдельный пост или входит в схему управления приводом. Важно обеспечить правильную логику: тормоз должен отпускаться ДО начала вращения двигателя и затягиваться ПОСЛЕ того, как скорость ведомого вала упадет ниже критического порога (обычно это датчик частоты вращения). Прямое подключение ?врубись-вырубись? с двигателем ведет к проскальзыванию и горению фрикционов. Сам сталкивался с такой котельной настройкой на одном из старых заводов — тормозные ленты меняли каждые полгода.
Трубопроводы подпитки и слива. Часто их делают из обычных водогазопроводных труб, что в принципе допустимо. Но если система предусматривает быстрое опорожнение (для регулировки момента), диаметры и конфигурация труб должны минимизировать гидросопротивление. Иначе время реакции системы будет не как в паспорте. Лучше использовать гибкие рукава высокого давления.
Регламент — вещь хорошая, но жизнь вносит коррективы. Первый признак проблем — изменение времени разгона или остановки механизма. Если конвейер стал разгоняться рывками или тормозить дольше — это сигнал. Чаще всего дело в уровне и состоянии жидкости. Она со временем стареет, может подтекать через уплотнения. Проверка уровня и визуальный осмотр на эмульсию (признак попадания воды) — еженедельная must-do процедура для ответственных агрегатов.
Износ тормозных накладок. Тут не доезжая до металла по звуку. Нужно иметь доступ для визуального контроля зазора. На некоторых моделях есть смотровые окна. Если их нет — закладывайте периодическую разборку в регламент, исходя из интенсивности работы. Кстати, накладки лучше менять комплектом, даже если износ неравномерный.
Подшипники. Вал ротора на двух подшипниках, часто шариковых. Их нагрев и шум — последний звонок перед заклиниванием. Смазка, как правило, консистентная, долговечная, но не вечная. Раз в год-два шприцевать пресс-масленку не помешает, но главное — не переборщить, чтобы смазка не попала в тормоз или рабочую полость.
На рынке есть игроки разного калибра: от именитых Voith и Fluidomat до более доступных азиатских и, что важно, российских производителей. Работал, к примеру, с узлами от Dalian Merisen Transmission Machinery Equipment Co., Ltd. (их каталог можно глянуть на www.mrscoupling.ru). Они позиционируют гидравлическую муфту как раз для конвейеров, элеваторов, дробилок. По опыту, их изделия — это добротный середняк для нетиповых задач. Не супер-премиум, но надежный и, что ключево, с понятной технической поддержкой. В их ассортименте, кстати, есть и предохранительные муфты для высокого момента, что логично дополняет линейку.
Что в их решениях цепляет? Часто идут с уже готовым комплектом под монтаж: фланцы, рама салазок (если требуется), датчики температуры. Это экономит время. Но, как и с любой техникой, есть нюансы. Например, в некоторых их моделях тормозной узел сделан под определенный тип колодок, которые не всегда есть в свободной продаже в глубинке. Приходится заказывать заранее или искать аналог, что не всегда просто.
Их продукция, как они сами пишут, используется в металлургии, горнодобыче, энергетике. Скажу так: для тяжелых условий, типа обогатительных фабрик с высокой запыленностью, требуется дополнительная защита тормозного механизма от абразива. Штатная конструкция не всегда на это рассчитана — приходится мастерить кожухи. Это общая проблема, не конкретно этого бренда.
В итоге, выбор гидродинамической муфты с тормозом — это всегда компромисс между стоимостью, надежностью и ремонтопригодностью в ваших конкретных условиях. Не гонитесь за абсолютными цифрами момента в паспорте. Смотрите на доступность запчастей, простоту регулировки и возможность адаптации под вашу систему управления. Иногда проще и дешевле взять отдельно муфту и отдельно тормоз, собрав систему самому. Но для большинства типовых тяжелых приводов — это все же цельное и грамотное решение, проверенное годами. Главное — не забывать, что это не ?установил и забыл?, а живой узел, требующий внимания.